
目前絕大多數的注塑機都屬于液壓傳動注塑機,液壓傳動系統中的動力由電機帶動油泵提供。在注塑周期過程中的變化,注塑機在不同工序下需要的流量和壓力不同,必須依靠流量閥和壓力閥調節不同工序所須的流量和壓力不同,以及負荷變化很大,由于定量泵不可調節輸出功率,因此多余的能量只能在擋板,油路泄露,油的溫升中消耗,加劇了各種閥的磨損,又造成油溫過高,電機噪音過大,以及機械壽命縮短等現象。并且通常在設計電機的容量比實際需要高出很多,存在“大馬拉小車”的現象,造成電能的在量浪費。因此推置在注塑機上的應用,對于減少能源浪費具有重要意義。
一、注塑機工作原理
注塑過程一般分為以下步驟:鎖模→注射保壓→熔膠加料→冷卻定型→開模頂針。每一動作的完成都有時間、壓力、速度、位置等幾個參數的精妙配合,也就是說在某一位置的位移都有相應的壓力和速度,且在不同的位置和時間內其壓力和速度都是可變的。同時每一動作完成后發出終止信號傳送給程序控制器,程序控制器收到信號后才發出執行下一動作的指令。

二、注塑機變頻節能原理
傳統的注塑機是采用定量泵供油的,注塑過程的各個動作對速度、壓力的要求也不一樣,它是通過注塑機的比例閥采用溢流調節的方式將多余的油旁路流回油箱,在整個過程中,馬達的轉速是不變的,故供油量也是固定的,而由于執行動作是間隙性的,也并不可能是滿負載的,因此定量供油就有很大的浪費空間,據實測至少有50%左右。變頻節能正是針對這一浪費空間,實時檢測來自注塑機數控系統的比例壓力和比例流量信號,適時調整各個工況動作所需的馬達轉速(即流量調節),讓泵出的流量和壓力,剛好能滿足系統的需要,而在非動作狀態時(主要是在冷卻狀態),讓馬達停止運行,這樣節能空間就進一步地增大了,故對注塑機進行變頻節能改造能夠帶來巨大的節能效果。
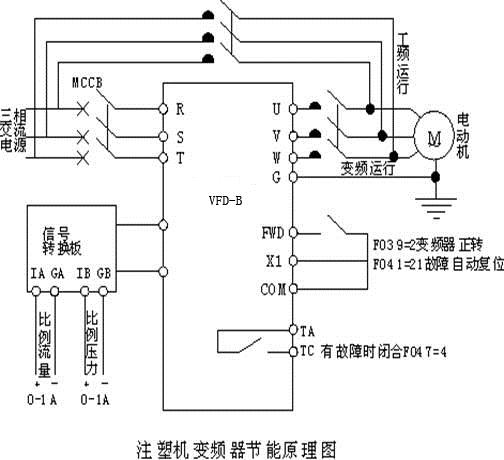
三、變頻調速節能裝置的控制系統
我們采用無感矢量變頻運行技術(參考電氣原理圖),變頻器實時的檢測來自注塑機電腦板給出的壓力及流量信號,圓盤機壓力或流量信號是0~1A,經內部處理后,輸出不同的頻率,調節馬達轉速,即:輸出功率與壓力和流量同步自動跟蹤控制,相當于定量泵變成了節能型的變量泵,原液壓系統與整機運行所需功率匹配,消除了原系統的高壓溢流能量的損失。可以大大減輕合模、開模的震動,穩定生產工藝、提高產品質量,減少機械故障,延長機器使用壽命,又能夠節約大量的電能。
|

